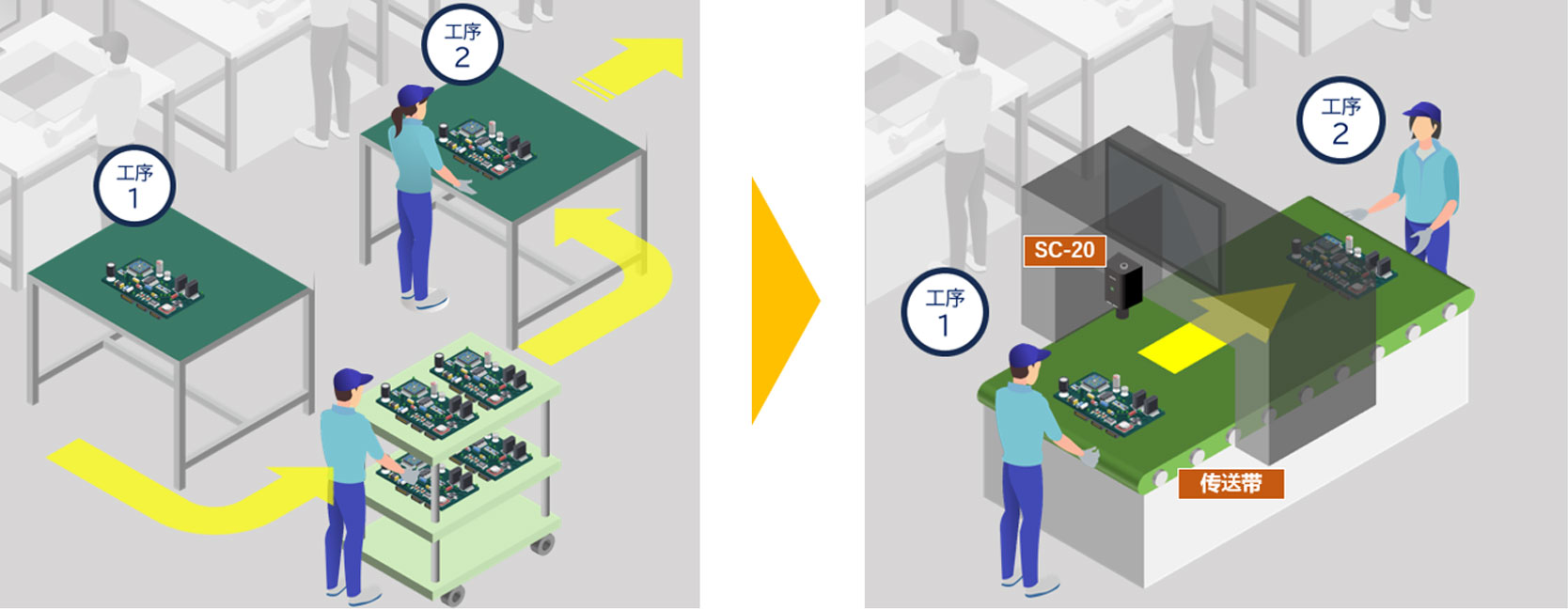
通过与SC-20的检测联动,将产品搬送到下一工序,成功缩短了节拍时间并减少了工时的案例。 以SC-20的判定为触发点,启动传送带,将产品自动移送到下一工序的工作台,从而无需使用台车进行搬运。 此案例是SC-20通过与工厂设备的组合,不仅实现目视检查自动化,还减少了作业员不必要的步行移动的应用案例。